车辆制造一直是一个多材料应用的故事。仪表板由塑料、泡沫和金属组成,而座椅由钢结构上的皮革或织物覆盖泡沫制成。从引擎盖下面看,发动机缸体通常由铸铁制成,气缸盖由铸铝制成,安装在顶部。在车身结构中,往往采用整体材料,钢板或铝板以冲压或轧制部件的形式形成车辆的内板和外板,通常称为白车身(BIW)。
随着制造和材料创新的进步,工程师们正在挑战现状,以实现性能和成本效率的提高。最近的一个例子是福特MustangMach-E,这是一款电动汽车,其钢制车身与挤压铝制前后碰撞管理系统相结合。
在为车辆内的每个功能寻找最佳材料的同时,开发和生产新车型,特别是电动汽车的时间已经从五年大幅缩短到不到两年。在如此短的开发时间里,OEMs如何能够快速制造出具有新型多材料结构的出色汽车?通常,他们要么坚持他们所具有的经验的,要么与能够提供有关如何在快速、自动化和可靠的过程中加入材料的专业知识的供应商合作。
欧洲和北美的汽车铝挤压供应商总结了汽车OEM的共同需求——要么提供以装配线速度将挤压件连接到配合材料的方法,要么冒着让OEM为其车辆选择另一种解决方案的风险。装配线速度各不相同,但对于美国销量第一的汽车,福特能够实现制造并以每53秒就有一辆新F-150皮卡的速度下线。
连接铝挤压件的方法
铝型材是效率的缩影,提供易于集成的功能以满足特定的性能要求,例如用于刚度或能量吸收的空心。它们还确保低密度、一致的薄壁和无泄漏的腔室,同时易于加工。尽管挤压件很有价值,但它们很少单独存在于车辆上,这意味着它们需要与相邻部件连接并集成以形成一个组件。该挤压件可以连接到另一个铝挤压件、板材或铸件,或者它可以连接到其他材料,例如镁、钢、聚合物或复合材料。
“对于铝型材、板材和铸件,接头的成功很大程度上取决于合金、接头设计和所需的接头强度,”激光焊接公司Coherent的MarcAuger 说。“我们已经焊接了这些组合,并且在生产中有很多例子。”同样,在3MAutomotive的项目中,主要关注点是确保接头的粘合区域为成功应用做好准备。很多时候,生产过程和汽车生产线很少停工的事实使得开发合适的接头变得更加复杂。
连接铝挤压件的方法有很多,区分它们的一种方法是通过温度,无论它们是冷加工还是热加工。冷连接方法是在没有热量输入的情况下应用的方法,而热连接方法需要热量才能有效。
热连接技术:热连接方法是在形成接头的过程中施加外部热量或产生热量的方法。对于需要外部加热的工艺,金属惰性气体(MIG)焊接是一种流行且非常常见的连接挤压件的方法。焊接材料公司了解最适合接头的基材,并且可以提供接头准备和焊接填充材料选择方面的专业知识。
Magna是世界上最大的一级供应商之一,在将冷金属过渡(CMT)焊接商业化方面享有盛誉,这是Fronius开发的一种工艺(图1)。CMT能够以更少的能量进行更快的焊接。它还能够将钢与铝连接,以最大限度地发挥每种材料的性能优势。与此同时,林肯电气将一种称为ACPrecision Pulse™ 的低热输入工艺商业化,该工艺宣称比标准直流脉冲MIG焊接速度提高了40%。除了提供更高的速度外,这两种新的焊接方法都旨在解决烧穿问题,这是高温焊接方法的常见问题,特别是当挤压件的壁变薄时。限制热量还可以限制变形,这是EV电池盒所需的那种长而直的挤压件的关键需求。

电阻点焊(RSW),也称为点焊,大约100年来一直是钢结构首选的大批量连接方法。随着铝制车身结构的发展,需要开发同样快速的连接技术。如今,用于铝的RSW用于连接铝板,以及将铝板连接到钢板。
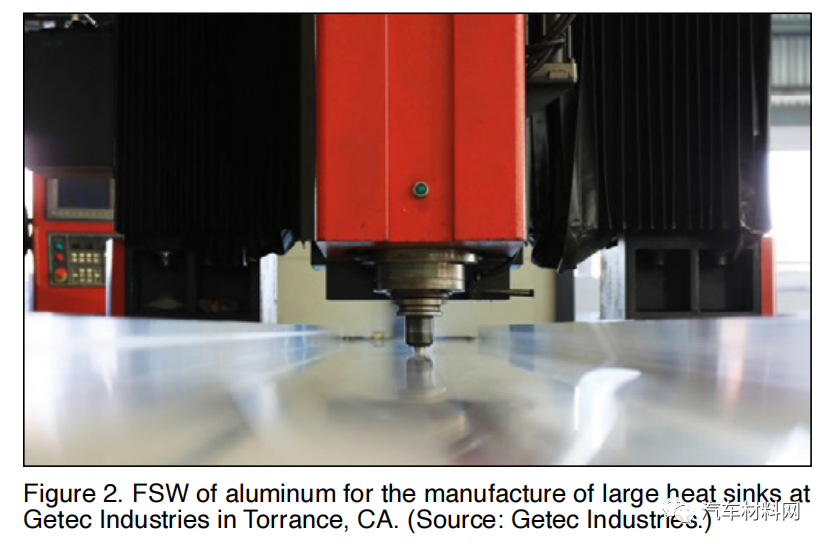
搅拌摩擦焊(FSW)作为一种连接挤压件的方法已经获得了重要的基础(图2)。虽然它是在没有外部热源的情况下实现的,但一旦插入件开始旋转并且金属流动,产生热量。FSW可以在较长的部件上进行。它也可以在单点上进行,称为摩擦点焊。
激光焊接是一种较新的方法,已投入生产。它可用于将铝型材连接到铝板或铸件,也可用于将钢与铝连接。CoherentInc. 已经展示了激光焊接的应用,实现了铝型材与冲压件(均为6000系列合金)的连接。该公司还将7000系列铝焊接到6000和5000系列铝板。
焊接工艺的一个挑战是在产品开发过程中材料发生变化时,例如从钢改成铝时,因为这会改变焊接参数,从而改变车辆的组装速度。即使是从软铝合金换成硬铝合金时,也需要调整焊接参数。这些变化不会很快实现。
林肯电气的RaheelKahn还提到,即使是不同的合金,根据其化学成分也具有不同的电导率,因此需要独特的理想操作参数。因此,在产品开发和发布期间,与焊接材料公司建立良好的合作关系。
冷连接技术:冷连接方法是那些无需加热即可实施的方法,包括流钻(flowdrills)、流钻螺钉(FDS)、自冲铆钉(SPR)和结构粘合剂等。这些方法中的一些可以在不接近基材背面的情况下应用,而其他方法则需要砧来支撑接头并形成紧固件。
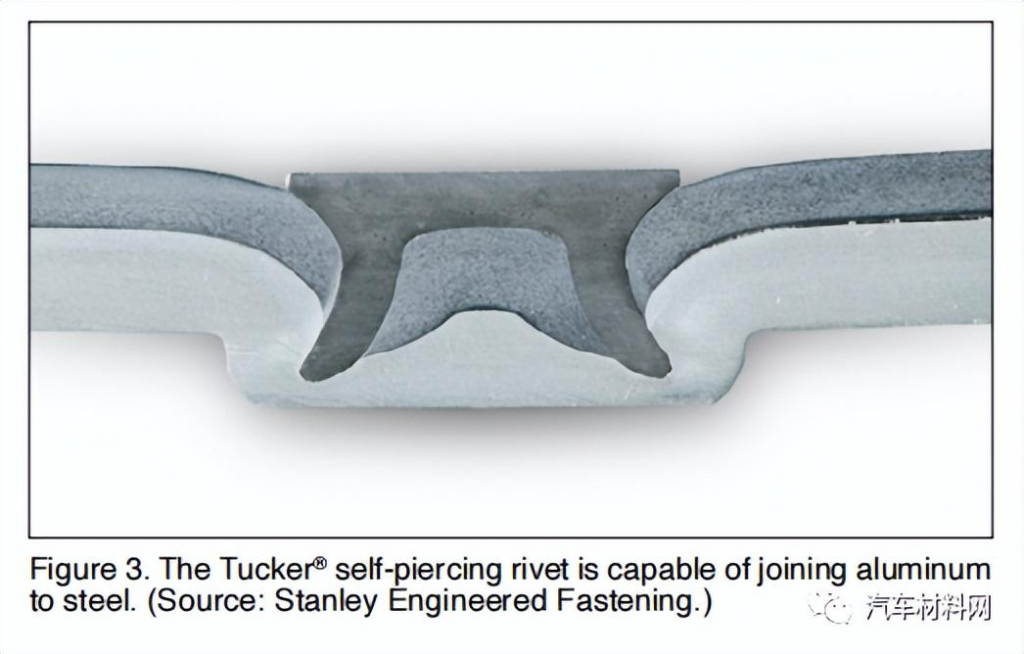
SPR是铝密集型车身结构中常用的连接方法。这是一个高速过程,其中金属被固定在砧座上,半管状铆钉被打入材料中,材料在冲压工具中的冲头和模具之间连接(图3)。Alumobility近期发布了一项研究,该研究将铝密集型车辆中的SPR与白钢车身中的RSW进行了比较。报告指出了SPR的改进。它还指出了2006年SAE的一项研究,该研究发现SPR的成本是RSW成本的四倍以上。从运营费用的角度来看,截至2022年,SPR的成本仅略高于RSW。
FDS和流钻是另外两种不需要加热的紧固技术。这些方法的相似之处在于工具旋转以产生热量,这使得基板流动以形成螺纹连接材料。此外,这两种方法都可以在不接触应用表面之外的任何表面的情况下应用。
使用FDS,螺丝既可用作钻头,又可用作丝锥,只需一步完成。FDS的使用在减震塔附件上很受欢迎,其中减震塔连接到相邻的金属板。这些接头通常限于尺寸M8或更小(基于螺母和螺栓的典型测量值)。
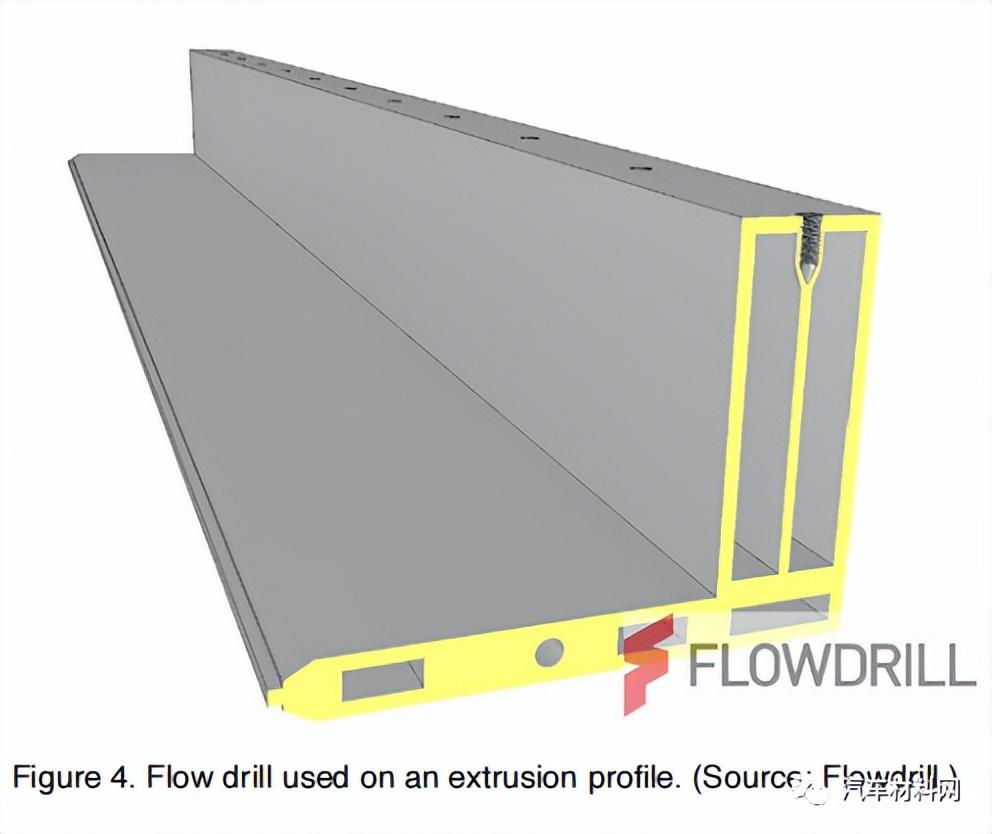
流钻法是一个两步过程(图4),其中机床钻孔和流动,然后插入单独的紧固件以完成接头。与FDS相比,流钻法的一个优势是它可以产生大约三倍于螺纹接合的壁厚,最大尺寸可达2英寸NPT(NationalPipe Tapered)螺纹。此外,螺钉可以多次拆卸。螺纹接合材料的形成以及流动钻头不需要螺母,使得成本和重量降低。
在处理钢与铝的连接时,电偶腐蚀是一个重要问题。有许多方法可以减轻接头之间的腐蚀,即使一个焊接到另一个。在钢焊接到铝的情况下,重要的是要避免可能发生腐蚀的情况。例如,垂直接头不能像水平接头那样汇集液体。另一个例子是离地面高的接头接触水或路盐的机会较少。
对于受欢迎的福特F-150,铝制车身位于钢架上。因此,有必要应用阻隔材料。一种解决方案是隔离带,它以模切形状在卷筒上运送到装配厂,使其易于在电镀炉之前应用。在烘箱中,隔离胶带会很好地固化和粘合,从而形成坚韧的阻隔层。
在2022年5月AEC展示了汽车挤压件,其中之一是用于新型GMCHummer EV 皮卡车的摇杆和电池支架(图5)。在该组件中,在钢支架和挤压件之间施加了粘合剂层。
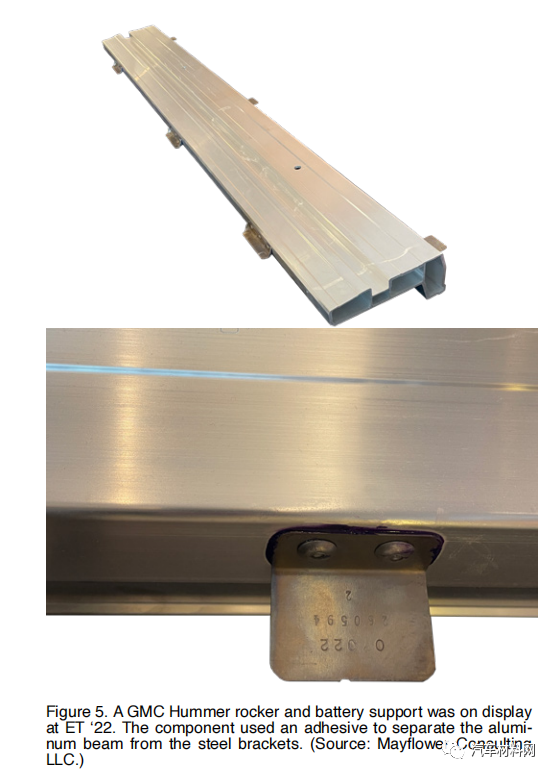
粘合剂在电镀炉中固化和硬化,从而在不同金属之间提供牢固的粘合和电偶腐蚀屏障。请注意,粘合剂和螺钉都将支架固定在摇杆上。这种“带和吊带”方法在粘合剂中很常见,粘合剂在基材之间产生了非常有效的粘合。
应对竞争
成为成功的一级供应商需要大量的专业知识和资源。一些挤出商将这种支持水平视为他们希望为汽车公司提供的价值。其他人则发现较少需要制造和组装的第二级供应是他们的最佳选择,因为这使他们能够专注于提供创新的挤压件。来自汽车原始设备制造商的信息似乎是,他们希望挤出机拥有更多的装配智能,这可能会将一些二级挤出供应商变成一级。
随着挤出商跟踪汽车市场并努力扩大市场份额并保持价值,重要的是他们观察同行和客户以及目标OEM。但是,查证其他类型的铝产品类型以及其他材料的可能竞争也很重要。随着市场的发展,之前销售给生产内燃机部件的汽车公司的一级供应商正在进入电动汽车市场。
例如,Nemak是世界上最大的铸头和铸块发动机部件生产商之一,但他们已经扩大了自己的能力。他们最近为福特MustangMach-E.8 提供了电池外壳。相关报道谈到了挤压件和板材的使用,但没有提到铸件。Nemak远离传统铸件的另一个迹象是他们最近发布的职位。该公告指出,该公司正在寻找一位具有各种连接技术背景的高级连接专家,包括但不限于:SPR、RSW、FDS、粘合剂和激光焊接。
另一个竞争领域是来自其他材料和形式。钢铁市场正在通过更通用的材料和工艺技术进行创新。此外,金属铸件现在每天都出现在汽车新闻中,特斯拉和现在的沃尔沃正在转向使用大型铸件来代替冲压件。
连接挤压件的未来
与许多制造业一样,汽车制造商也面临工人短缺的挑战。这与更快的电动汽车开发周期相结合,推动了提高制造自动化的需求,从而实现了需要很少人操作的快速制造流程。这包括开发快速焊接、快速粘合时间的粘合剂(如果可能的话)和新的紧固件。汽车制造商生产线上的装配时间至关重要,而另一种提高速度的方法是将横梁、电池盒和副车架等子系统在其他地方生产并快速集成到最终装配中。
在提高OEM速度和能力的使命中,材料生产商必须将自己的集成专业知识带到桌面上。现在是挤出商寻找客户未来需要的集成方案创新的时候。或者,挤出商应该寻找集成方案合作伙伴来结合互补的能力。
EJOT等公司主动在其网站上列出其集成合作伙伴,以进一步支持这种合作。不给OEM理由去寻找比挤压更容易集成的解决方案。

声明:素材来源于互联网,版权属原作者所有。如涉及到版权问题,请及时和我们联系,核实后协商处理或删除。


没有回复内容